
É provável que você, leitor, já tenha ouvido falar em Kaizen, seja em alguma frase de efeito em reuniões empresariais, em algum outro portal sobre o universo nipônico ou estudando a Toyota Production System.
Essa cultura tem uma característica lógica muito especial: uma nova forma, fórmula ou método para a realização de algo não significa que irá funcionar ou será melhor do que o método anterior.
Em outras palavras, não ceder ao clamor pelas últimas novidades é muito importante para a filosofia kaizen.
Isso não significa, no entanto, parar no tempo e ignorar a vanguarda do pensamento, mas lidar com fato de que o método habitual está cheio de vícios.

Talvez, seja por isso que a cultura do aperfeiçoamento contínuo, o kaizen, normalmente circule mais nos ambientes corporativos do que na vida privada.
Contudo, como qualquer fórmula, é aplicável a qualquer escala, ou seja, pode ser aplicado na vida de uma pessoa.
Mas antes de entender como é possível realizar melhorias constantes no seu dia a dia, que tal visitar um breve resumo na história moderna do Japão e as condições materiais que levaram ao desenvolvimento de pensamento tão singular?
Sumário:
- Contexto histórico do Kaizen
- Árvore genealógica: os antepassados do Kaizen
- PDSA-PDCA – O Ciclo Shewhart
- De Walter Shewhart para William Edwards Deming
- TQM – Gestão de Qualidade Total
- De William Edwards Deming a Taiichi Ohno
- TPS: o Sistema Toyota de Produção de Taiichi Ohno
- Jidoka – 自働化
- Just-in-Time
- Heijunka – 平準化
- Trabalho padronizado
- Kaizen – 改善
- Muda, Muri e Mura: Os 3M’s
- Muda (無駄)
- Muri (無理)
- Mura (斑)
- Os 10 princípios de Taiichi Ohno
- De Taiichi Ohno para Masaaki Imai
- Gemba Kaizen
Contexto histórico do Kaizen
Com o fim da Segunda Guerra Mundial, a principal potência econômica e militar no início do século XX na Ásia era um país arruinado que precisava reconstruir com urgência sua infraestrutura, agricultura e indústria.
A reconstrução aconteceu sob a ocupação estadunidense no país liderada pelo general Douglas McArthur (e por conselheiros das nações vencedoras) entre 1945 e 1952, uma era marcada por violentas rupturas na ordem social, econômica, política e militar do Japão.

Durante a ocupação, o Império do Japão e suas colônias foram dissolvidos, a economia foi reformada (ocidentalizada) e estabilizada, o país foi desmilitarizado e se tornou um importante aliado das potências ocidentais, da OTAN e das democracias liberais.
A ocupação também realizou reformas agrárias visando, em especial, enfraquecer o poder dos grandes proprietários de terra e acabou com os zaibatsu (財閥), grandes conglomerados empresariais controlados por poucas famílias poderosas do Japão.
1ª grande reforma
Entre 1945 a 1947, Arthur MacArthur remoldou o governo e a sociedade japonesa retirando os poderes políticos do Imperador e os transferindo a um parlamento aos moldes das democracias liberais ocidentais.
Durante esse período, o Exército Imperial do Japão foi extinto, seus membros foram julgados por crimes de guerra e/ou afastado da vida política do país e todas as estruturas bélicas não defensivas foram destruídas.

A nova Constituição do Japão foi promulgada no dia 20 de abril de 1947. A nova legislação passou a vigorar no dia 3 de maio de 1947.
Desde então, o Imperador perdeu todos os poderes políticos e passou a ser um símbolo do estado e da união nacional.
Além da desidratação do poder político do Imperador, os principais marcos da atual Constituição do Japão são o artigo 9 (renúncia ao direito de declarar guerra) e os direitos das mulheres (artigos 14 e 24).
2ª grande reforma
Já no final de 1947 o Japão enfrentou uma severa crise econômica que se estendeu até o início da década de 50.
A ocupação focou nas reformas econômicas, pois o temor era de que o comunismo se espalhasse no país impulsionados pela vitória dos comunistas na China e pela tragédia econômica do país.

Nesse período foram adotadas uma série de reformas tributárias para estimular a economia e controlar a galopante inflação.
Contudo, o maior problema que o país enfrentava era com a falta de matéria- prima e produtos básicos para a indústria e mercado.
Esses problemas impediam a reconstrução da infraestrutura das cidades destruídas pela guerra.
Para além, a falta de produtos básicos foi crucial para o desabastecimento de alimentos para a população.

A resolução do problema veio em 1950 quando a Guerra da Coreia eclodiu. Com a guerra, os EUA fizeram do Japão o principal depósito de abastecimentos das forças da ONU contra os comunistas do norte apoiados pela URSS, China e outros estados do bloco comunistas.
3ª grande reforma
A última grande reforma promovida pela ocupação previa um acordo formal de paz e a devolução do Japão aos japoneses, para tanto, foram considerados a estabilidade da economia e política do país.
A assinatura do Tratado de São Francisco, acordo de paz entre o Japão e as nações vencedoras aconteceu formalmente em 8 de setembro de 1951 e contou com a presença de 49 nações (incluindo o Brasil).

Apenas três países se recusaram a assinar o documento: URSS, Polônia e Tchecoslováquia (atual República Tcheca e Eslováquia).
A recusa se deu pela imposição dos EUA ao Japão de apoio a República da China (Taiwan) e a proibição em realizar negócios com a República popular da China (China). Até hoje Rússia e Japão ainda não assinaram um acordo de paz.
Desde então, os EUA deixaram de ver o Japão como uma ameaça, o perigo agora era o bloco comunista, especialmente com a vitória dos comunistas na China e com a “criação” da Coreia do Norte. Com a ‘ameaça vermelha’, acordos de defesa entre EUA e Japão seguem firmados.
Árvore genealógica: os antepassados do Kaizen
O conceito de Kaizen (改善) se desenvolveu nas fábricas da Toyota especialmente a partir da segunda fase da ocupação aliada no Japão e seguiu se aperfeiçoando até 1965, contudo, seu início data de 1945.
Implementado por Taiichi Ohno, foi uma adaptação de um processo desenvolvido por industriais dos EUA durante e década de 30 e ficou mundialmente conhecido como TPS (Toyota Production System, “Sistema Toyota de Produção”).
De forma analítica, kaizen é um processo contínuo para aumentar a eficiência, neste caso, do mundo corporativo.
Consiste em reduzir a ineficiência e é baseada no conceito PDSA (Plan-Do-Study-Act, “Planeje-Faça-Estude-Aja”) de Walter Shewhart.

O modelo PDSA do físico, engenheiro e estatístico estadunidense Walter Andres Shewhart também é conhecido como ‘Ciclo Shewhart’ ou PDCA (Plan-Do-Check-Act, Planeje-Faça-Confira-Aja).
O trabalho de Shewhart na Bell Labs, empresa de pesquisa industrial e desenvolvimento científico subsidiária da finlandesa Nokia o rendeu o título de “pai do controle estatístico de qualidade”, kaizen é o herdeiro direto desse modelo.
PDSA-PDCA – O Ciclo Shewhart
De forma simplificada, o Ciclo Shewhart começa com a letra ‘P’, ou seja, o planejamento deve analisar o problema central na linha de produção, listar as melhores possibilidades de resolução e avaliar quais serão os recursos necessários para atender a demanda.
Após concluir qual solução é a mais eficáz para o problema identificado é hora da letra ‘D’ (faça) para executar o planejado. Uma vez executado, é hora de se debruçar nos resultados, letra ‘S’ (estude) ou ‘C’ (confira).
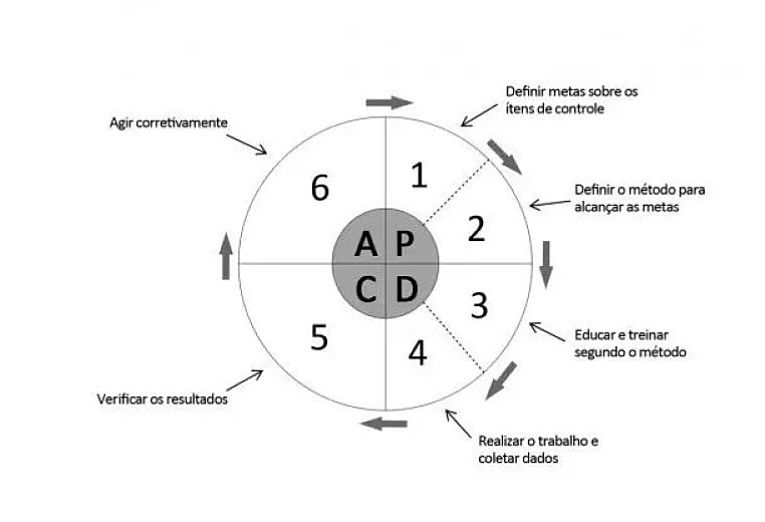
Por fim, a letra ‘A’ transformará todo o processo em uma ação concreta baseada nos resultados do planejamento ajustando os processos que poderiam ter um desempenho melhor – em caso de sucesso.
Caso o planejamento não tenha obtido êxito, basta voltar ao começo do ciclo até achar a melhor utilização dos recursos para a produção.
É um fluxograma aparentemente simples, mas as variáveis em um ambiente de produção são tantas que sua realização é confiada a poucos.
De Walter Shewhart para William Edwards Deming
Enquanto trabalhou no Bell Labs, Walter Shewhart foi superior de William Edwards Deming, estatístico, professor e responsável por otimizar os processos produtivos dos EUA durante a segunda guerra mundial.
O trabalho de W. Edwards Deming esteve na fronteira de seu mentor Shewhart. O conceito do trabalho de Deming ficou conhecido como TQM (Total Quality Management, Gestão de Qualidade Total).

Enquanto Shewhart considerou a gestão de recursos e redução de custos na produção, seu discípulo W. Edwards Deming viu além e concluiu que melhorar a administração do sistema aumentaria a produção e reduziria custos naturalmente.
O modelo de Deming é mais sofisticado do que o de seu predecessor. Com todas as suas virtudes, o Ciclo Shewhart não foi profundo em cada processo de produção, suas aparentes banalidades.
TQM – Gestão de Qualidade Total
Em suma, o conceito de Deming classifica os eventos em um ambiente de produção em dois grupos distintos: especiais e os comuns.
Pode-se, então, concluir que os eventos especiais independem da ação do ambiente e os comuns fazem parte de seu cotidiano.
Eventos classificados como especiais são fatores externos que afetam a produção como uma nova legislação, regulamentação ou acordos internacionais, falta de matéria prima, desastres naturais.

Os eventos comuns são os fatores internos que afetam negativamente a produção, os pequenos detalhes que normalmente passam despercebidos no dia a dia, mas que de ‘grão em grão’ geram um enorme déficit de eficiência ao final.
Nas considerações de Deming, os eventos comuns são responsáveis por 85% dos problemas nos ambientes produtivos.
A razão para tamanho desperdício de tempo e recurso estava na mentalidade de produzir muito e produzir rápido durante a segunda guerra.

Como essa cultura produtiva se manteve nos EUA durante os anos seguintes com a explosão do consumo, os métodos de W. Edwards Deming não encontraram terreno fértil em seu país natal, contudo, foi no Japão onde seu trabalho foi realmente reconhecido.
De William Edwards Deming a Taiichi Ohno
Sem espaço para colocar em prática seus métodos revolucionários nos EUA, W. Edwards Deming integrou o governo de ocupação dos EUA no Japão junto com a vanguarda do pensamento ocidental moderno já em 1945.
Muitos visionários foram enviados ao Japão em 1945, Deming, sem dúvidas, foi um dos mais notórios estrangeiros a dar importantes contribuições a nação japonesa. A JUSE (Associação Japonesa de Ciência e Engenharia) criou a Deming Prize em 1951 em sua homenagem.

Em 1960, o então primeiro-ministro Nobusuke Kishi (1957 – 1960) concedeu ao estadunidense a condecoração da Zuihō-shō (瑞宝章, Ordem do Tesouro Sagrado) da 2ª Classe, uma das mais altas condecorações concedidas pelo estado japonês a uma pessoa.
Baseado no trabalho de Deming, o engenheiro japonês Taiichi Ohno começou a desenvolver seu próprio método em 1945, o TPS (Sistema Toyota de Produção) e o aperfeiçoou até 1965. Kaizen, é, portanto, um fruto da grande estrutura do TPS.
TPS: o Sistema Toyota de Produção de Taiichi Ohno
No mundo corporativo, o TPS também é conhecido Just-in-Time. Esse sistema desenvolvido por Taiichi Ohno foi desenhado como uma edificação sólida e resistente a quaisquer intempéries, fossem elas internas ou externas.

Esse edifício possui dois pilares, um chamado Just-in-Time que nasceu do outro pilar, o Jidoka. Esses pilares são mantidos pelo alicerce da ‘Estabilidade’ e pelas bases Heijunka, ‘Trabalho Padronizado’e Kaizen. A cobertura: ‘Melhor Qualidade’, ‘Menor Custo’ e ‘Lead Time Menor’.
Confira abaixo:
Jidoka – 自働化
Esse conceito nasceu como consequência da invenção de Sakichi Toyoda em 1918, o primeiro tear automático a vapor capaz de detectar um fio quebrado.

Uma máquina parava sua operação ao reconhecer um fio quebrado. Ou seja, pode-se definir o termo jidoka como ‘automação com sensibilidade humana’.
Essa revolucionária inovação industrial permite um controle de qualidade muito maior pelos operadores que podem monitorar o trabalho de diversas máquinas, bem como notificar todas as anormalidades que estas possam apresentar.
Just-in-Time
Kiichiro Toyoda, filho de Sakichi Toyoda e fundador da Toyota Motors Corporation desenvolveu o sistema JIT (Just-in-Time) espelhado no conceito de seu pai, o Jidoka.
Contudo, diferente do Jidoka que está no exame rigoroso da qualidade dos processos nas linhas de produção, o JIT é a administração de toda a cadeia que alimenta e dá sentido à linha de produção.
Em outras palavras, JIT se preocupa com ‘Fluxo Contínuo’ (administrar a produção de forma a transformar matéria-prima em produto acabado chegando ao cliente e sem gerar estoque).
‘‘Tempo Takt’ (conceito alemão baseado em ritmo, ou takt e tempo, zeit, ou seja, define o ritmo da produção baseada na demanda do mercado, força de trabalho e gestão de recursos).
‘Sistema Puxado’ (limitar a produção as necessidades do cliente e assim manter o mínimo de estoque possível, fazer apenas o necessário quando é necessário);
Heijunka – 平準化
De acordo com a definição da 4ª edição do Lean Lexicon: a graphical glossary for Lean Thinkers (publicado por Lean Interprise Institute), heijunka nivela o tipo e a quantidade de produção em um período fixo de tempo.
Tudo para que a produção atenda com eficiência às demandas do cliente, evitando lotes e resultando em estoques mínimos, custos de capital, mão de obra e lead time de produção em todo o fluxo de valor.
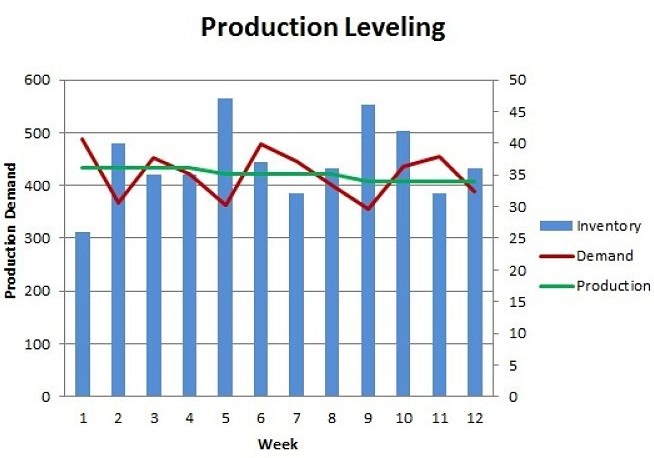
A palavra heijunka significa nivelamento, ou seja, é o nivelamento da produção em relação as flutuacões da demanda do mercado para que não haja congestionamento na linha de produção, e consequentemente, atraso na entrega dos produtos aos clientes.
Muito menos uma queda acentuada por um evento especial, isto é, um acontecimento externo.
Em outras palavras, a implementação do heijunka estabiliza e nivela a linha de produção de forma flexível, estável e previsível baseado na demanda do mercado.
Trabalho padronizado
Está diretamente ligado ao ‘tempo takt’, e, baseado nele, estabelece qual é a forma mais eficiente e produtiva de atender a demanda dos clientes. A cada nova demanda, um novo fluxograma de trabalho padronizado.
Kaizen – 改善
Esse fino processo de melhoria constante busca inspirar os colaboradores o espírito do trabalho em equipe para resolver problemas no dia a dia da linha de produção, e não apenas por necessidades econômicas.
Mas para que todo o dia seja melhor do que o anterior, evitar desperdícios e sempre encontrar soluções inovadoras.
Os conceitos brevemente descritos acima fizeram da Toyota um competidor global reconhecido e revolucionário na indústria automobilística.
Diversos sistemas de produção foram baseados no TPS de Taiichi Ohno, talvez o mais notório seja a filosofia Lean de gestão.
Desde a implementação da forma final da TPS na Toyota Motors Corp em 1965, bastaram 43 anos para que a gigante japonesa superasse a estadunidense General Motors Corp. e seus 77 anos de hegemonia como a campeã de vendas globais em 2008.
Muda, Muri e Mura: Os 3M’s
É impossível tratar sobre o kaizen sem mencionar os famosos 3M’s da TPS, são eles Muda (desperdício), Muri (sobrecarga) e Mura (inconstância).
Entender os três “M” são essenciais para evitá-los dentro do processo TPS, confira:
Muda (無駄)
A palavra é pertinente para diversas ocasiões, dependendo do contexto pode ser entendida como “futilidade”, “inutilidade” ou “desperdício”. Taiichi Ohno destacou sete principais formas de muda:

1. Superprodução
Ohno destacava a superprodução como o pior de todas as formas de desperdícios. A superprodução desestrutura a harmonia do ambiente produtivo para concentrar todos os esforços para atender as necessidades de um ou mais clientes.
2. Espera
Trabalhar dentro dos parâmetros do Just-in-Time evitará o desperdício de custos associados a espera que acontece quando os produtos estão parados em uma fila e não estão sendo processados ou transportados para o cliente.
3. Transporte
O transporte desnecessário de produtos não agrega valor aos mesmos e ainda produzem riscos de atraso, danos e perda sem contar no custo do transporte.
4. Estoque desnecessário
Qualquer estoque, independentemente de seu estado (matéria-prima, produto em produção e produto acabado) é um desperdício, seja pelo espaço que ocupam e seu custo de manutenção, seja pelo fato de que estoque não se traduz em receita ou valor agregado.
Obviamente é impossível não gerar algum estoque, contudo, ele deve ser minimizado de acordo com princípio do Heijunka.
5. Movimento desnecessário
O desperdício do movimento está associado ao organismo da linha de produção, desperdícios de movimentação de produtos, ferramentas, matéria-prima e trabalhadores são todos inevitáveis.
Contudo, essa forma de muda é particularmente mais perigosa por poder gerar grandes períodos de paralização na produção, se houverem equipamentos danificados ou acidentes com os trabalhadores.

6. Defeito
Inevitável e indesejável, o defeito de produção acontece. Contudo, o conceito de Jidoka é perfeitamente possível minimizar erros e diminuir as margens de erro da linha de produção.
No mundo corporativo isso se traduz na otimização do processo de produção para que o desperdício dos recursos tenda sempre para zero.
7. Processamento de manufatura
A ideia aqui é se manter fiel as necessidades descritas pelo cliente, qualquer acréscimo, seja ele simples ou complexo representa um custo desnecessário e sem valor agregado.
Durante o processo de produção de um produto podem ocorrer desperdícios, isto é, realizar mais processos do que foi solicitado pelo cliente.

Tender a zero não significa que seja possível não desperdiçar nada. Taiichi Ohno explica que existem dois diferentes tipos de muda:
- Muda Tipo I – tipo de desperdício (emprego de recursos) que não gera valor agregado no produto, mas é necessário para o produto do cliente, logo, o Muda Tipo I é muito difícil de ser eliminado;
- Muda Tipo II – tipo de desperdício (emprego de recursos) que não gera valor agregado no produto nem é necessário para o cliente. Esse tipo de desperdício deve ser eliminado por meio da minucia, afinal, o Muda Tipo II não é um desperdício que fica em evidência.
O trabalho de Taiichi Ohno abriu caminho para que outros também contribuíssem com suas observações acerca das diferentes formas de Muda. Na Canon Inc., por exemplo, foram identificadas nove formas de desperdício:

- Na linha produção: estocar itens que não são estritamente necessários a esse ou aquele processo;
- Defeitos: produção de bens com defeito;
- Em equipamentos: ferramentaria ou máquinas quebradas, longos períodos para reparo ou áreas vazias e não utilizadas;
- Investimento ou gasto: uso excessivo de recursos na produção;
- Mão de obra: excesso de pessoal e mão de obra indireta no processo de produção;
- Recursos humanos: emprego de pessoas que excedem os requisitos para uma função que outra pessoa menos qualificada pode executar, e como consequência, o desperdício de talentos;
- Operação ou movimento: esse desperdício está fora dos melhores padrões de qualidade;
- Planejamento ou design de produto: adicionar funções adicionais e desnecessárias na produção dos produtos;
- Start-up: desperdício ou ineficiência em criar uma produção estável ou um novo produto.
Há diversos artigos (a maioria em outros idiomas) sobre Muda e os desperdícios de produção, a discussão e reflexão sobre o tema, especialmente em sociedades de mercado dependentes da produção industrial, é potencialmente interminável.
Muri (無理)
Muri dentro de um processo de produção ganha o sentido de “sobrecarga”, contudo, dependendo da situação pode expressar “irracionalidade”, “impossível”, “excesso” ou “forçoso”.

No ambiente corporativo, a sobrecarga na linha de produção gera mais desperdício de tempo, recursos humanos e materiais para atender a uma agenda muito além das atuais capacidades produtivas. Logo, Muri é o contraponto do princípio do Trabalho Padronizado.
Mura (斑)
O último M é o Mura, a depender do contexto expressa “inconstância”, “irregularidade” ou “inadequação”, um conceito de desperdício que é evitado com a aplicação correta dos fundamentos do Just-in-Time.
O sistema TPS estruturou sua produção com um sistema conhecido como FIFO (First In, First Out, “o primeiro a chegar é o primeiro a sair”), ou seja, a prioridade de escoamento do produto produzido é sempre do mais antigo ao mais novo.

Mura é justamente a inconstância desse processo que gera estoque. Logo, sua identificação e solução só pode ser realizada através do Nivelamento de Produção (Heijunka) para ajustar a produção as demandas dos clientes e do mercado.
Quando não há flexibilização na produção para padroniza-la de acordo com a demanda, há grandes possibilidades de ser criado uma Mura (sobrecarga) quando a flutuação da demanda subir após um período em baixa.
Os 10 princípios de Taiichi Ohno
Segundo constam os relatos acerca da vida e do trabalho de Taiichi Ohno, embora fosse um dos principais gerentes da Toyota Motors, Ohno gostava mesmo era de estar junto aos processos do chão da fábrica.
Seu sistema foi tão revolucionário que companhias como Honda, Nissan e Suzuki criaram sistemas de produção baseados no trabalho de Ohno, além disso, foi graças ao TPS que os carros japoneses ganharam a fama de serem baratos e difíceis de dar problemas.

Apesar de toda a complexidade de seu sistema, a filosofia de Taiichi Ohno contém dez simples princípios que podem ser incorporados a qualquer pessoa ou entidade, seja ela com ou sem fins lucrativos:
- Procure eliminar desperdícios e reconheça que você mesmo é um custo;
- Diga “eu posso fazer” e se esforce;
- O local de trabalho é seu professor, é somente que você poderá encontrar as respostas que procura;
- Se você for fazer algo, faça direito, o único jeito de vencer é começando agora;
- Quando começar algo, nunca desista e persista até o fim.
- Explique conceitos complexos de maneira simples, se o conceito for simples de entender, repita-o;
- Exponha seu problema a outros colegas;
- Perceba que agir sem valores não é positivo;
- Continue melhorando sua produtividade e melhore também naquilo que já foi melhorado.
É possível entender mais profundamente cada um desses princípios que nortearam o trabalho de Ohno através do livro The Toyota Mindset: The Ten Commandements of Taiichi Ohno, escrito por Yoshihito Wakamatsu (sem tradução no Brasil).
De Taiichi Ohno para Masaaki Imai
Criador do Kaizen Institute em 1985 e autor de diversos livros, entre eles, Gemba Kaizen: Uma Abordagem de Bom Senso à Estratégia de Melhoria Contínua e Kaizen – A Estratégia Para o Sucesso Competitivo, Massaki Imai foi responsável pela internacionalização do Kaizen.
Masaaki é um teórico e um consultor corporativo mundialmente reconhecido por sua capacidade de elevar o conceito de controle de qualidade a um outro nível.
Trabalhou com diversas empresas dentro e fora do Japão com companhias ocidentais.

Formado na Universidade de Tokyo em 1955, trabalhou durante cinco anos no Japanese Productivity Center em Washington DC, EUA, retornou ao Japão em 1962 e uma agência para preparar gerentes, executivos e pesquisadores.
Para Imai, tão importante quanto o kaizen nas companhias e a ideia de sempre aumentar o valor-agregado da produção é a ideia de Gemba, o ‘lugar real’ ou ‘verdadeiro lugar’, isto é, a aplicação do kaizen onde as coisas realmente acontecem, a linha de produção.
Gemba Kaizen
Tema de seu livro citado acima, o Gemba Kaizen pode ser aplicado em qualquer ambiente de trabalho.
De acordo com Masaaki, gerentes e supervisores devem dar maior ênfase no ‘chão de fábrica’ do que em ideias abstratas e mais ‘sofisticadas’ do marketing e das pesquisas.
A melhoria precisa ser concentrada nos pequenos detalhes, nas pequenas engrenagens, nos eventos minuciosos que só quem conhece verdadeiramente o gemba identifica.

Longe de afirmar que a macrovisão deva ser negligenciada, mas um bom plano só é realmente bom quando atinge seu objetivo.
E isso não acontece no campo das ideias, o objetivo é atingido de acordo com a qualidade de desempenho dos recursos alocados.
Gamba Kaizen tem cinco regras de ouro, os famosos 5Gs, são princípios focados na disciplina e nas sequências de atividades de produção:
- Gemba (現場): é onde a maioria dos problemas acontecem, no lugar real, no ‘chão de fábrica’;
- Gembutsu (現地現物): ao surgir um problema, deve-se examinar os equipamentos e materiais envolvidos no problema, o que foi rejeitado no processo e a reclamação dos clientes;
- Genjitsu (現実): apontar um claro e pragmático relatório e tomar as contramedidas necessárias para lidar com o problema;
- Genri (ゲンリ): identificado o problema, realizar uma investigação profunda com muitos ‘por quês’ até a raiz do problema;
- Gensoku (原則): resolvida a questão, padronizar a operação.
Outras gigantes japonesas que implementaram o modelo Gemba Kaizen de Masaaki Imai como Fuji Xerox Co., Ltd. e Canon Inc. foram capazes de rivalizar com suas grandes rivais estadunidenses no mercado internacional.
Leia também
- Aeroporto de Kansai: Japão construiu o primeiro aeroporto flutuante do mundo em 1994
- Sankin Kōtai no período Edo: saiba como funcionou o sistema que conectou o Japão todo e manteve a paz
- Tempo no Japão: entenda a evolução do conceito do tempo e sua importância na sociedade
Kaizen e a própria Toyota Production System são produções humanas que extrapolam seus propósitos originais da mesma forma que obras como A Arte da Guerra de Sun Tzu e o Principe de Nicolau Maquiavel também o fazem.

A maioria (se não todas) as ideias podem ser aplicadas nas relações humanas, na espiritualidade, nas tarefas diárias e na luta contra a procrastinação, basta vontade, esforço e repetição para virar rotina e se tornar hábito.
Nunca é tarde e nunca é demais mudar para melhor.
0 comentário em “Kaizen: uma história da Toyota Motor que revolucionou a indústria global”